

Our quality line fully integrates all that is described by the Deming cycle (PDCA). The combination of R & D and production allows us to have total control of the production cycle, enabling us to prevent and control any drawbacks. All production processes born of our R & D department, pre-tested, are also continuously tested after their application on an industrial scale because our aim is to find answers even before problems arise (internal prevention system).
Quality
Quality is at the foundation of our culture.
Our conception of a quality system

FASE 1
INDAGINE DI MERCATO. SONDAGGIO VERSO I CLIENTIL’indagine di mercato è da noi rivolta verso il mercato mondiale, questo per poter offrire soluzioni ai nostri clienti ancor prima che possano sentire l’esigenza di chiedere. Il sondaggio verso i clienti ci permette di capire al meglio eventuali esigenze custom a cui i nostri prodotti devono esigere.


FASE 2
R & D. SVILUPPO DI RICETTE PROPRIEUno dei compiti principali del nostro dipartimento R&D è quello di sviluppare ricette proprie mettendo in gioco tutto il know how raccolto in questi 30 anni di ricerca. Affrontiamo continuamente tutte le sfide dei mercati internazionali per offrire ai nostri clienti prodotti competitivi e innovativi che i loro competitor ancora non dispongono.

FASE 3
FORMULAZIONE IN SCALA DELLE SOLUZIONILa miscelazione delle nostre formulazioni avviene esclusivamente all’interno della nostra attività, nessuna fonte di outsourcing. Tutti i passaggi durante lo sviluppo di un formulato vengono supervisionati dai nostri tecnici R&D per garantire nel modo più corretto tutti i passaggi così come i nostri tecnici hanno ideato il formulato.

FASE 4
SUPPORTO TECNICO PRE-TRATTAMENTOIl supporto tecnico pre-trattamento viene già affrontato durante la fase di preventivo e, campionatura dove viene messo a punto il ciclo ideale per ciascuna lega di materiale.

FASE 5
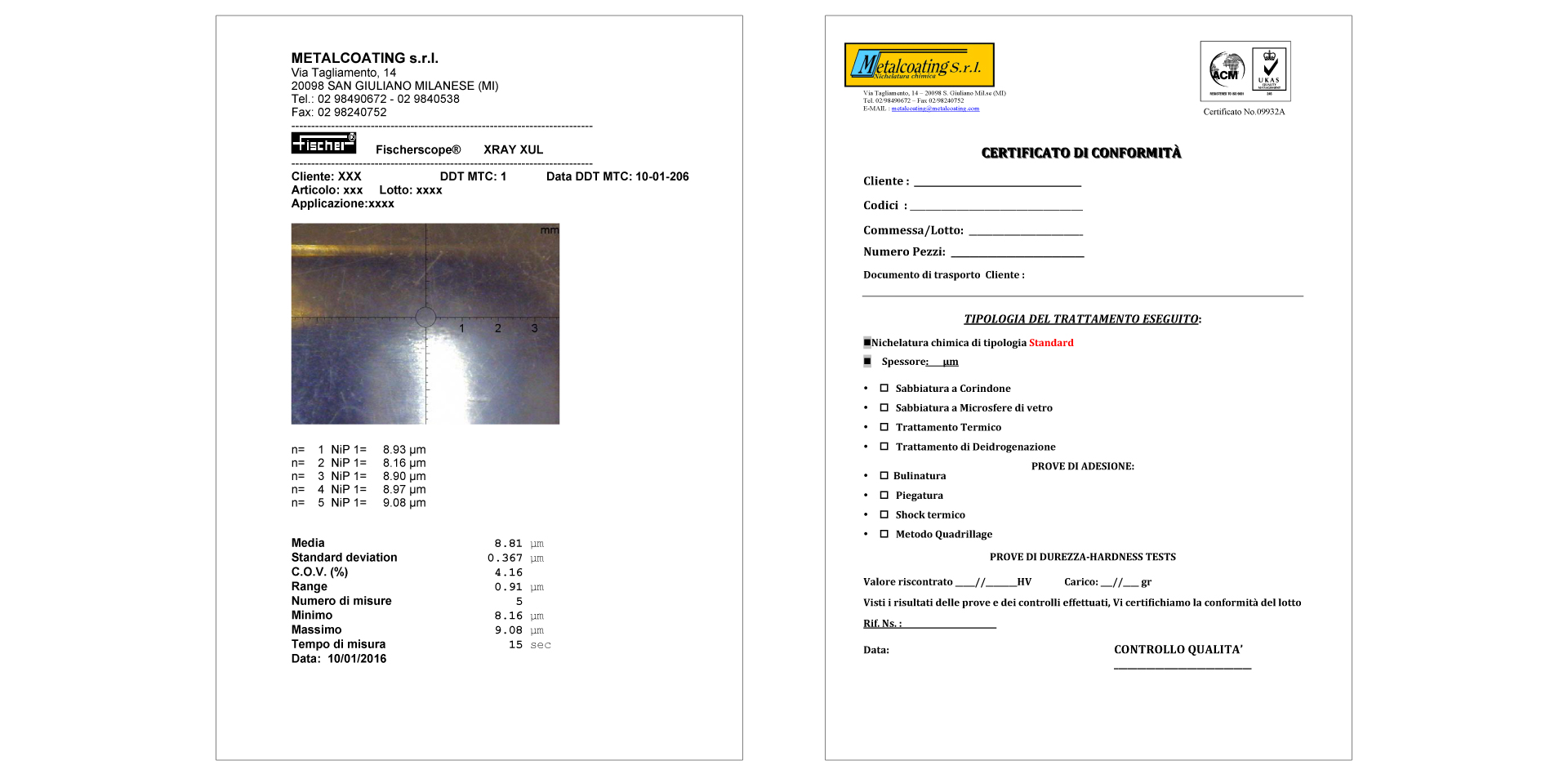
APPLICAZIONE DEL PROCESSOÈ la fase pratica che racchiude tutti i passaggi precedenti. Il particolare viene rivestito. Nella foto riportiamo un’ esempio di applicazione su materiale sinterizzato, costituito da una lega di ottone.
FASE 6
CONTROLLO QUALITA’ DEL RIVESTIMENTO E RILASCIO CERTIFICATI.Il controllo di qualità è uno dei passaggi più importanti in quanto il personale dedicato valuta con cura se la lavorazione è stata eseguita rispettando tutte le richieste del cliente. Su specifica richiesta, vengono rilasciati dei certificati che validano, attraverso dati strumentali, le caratteristiche del deposito.

FASE 7
SUPPORTO TECNICO POST-TRATTAMENTOIl supporto tecnico post-trattamento è per noi un passo fondamentale, poiché ci permette di valutare la durata nel tempo del nostro rivestimento oltre che ad assumere ulteriore know how. Quest’ultimo necessario per poter sviluppare al meglio nuove tecniche per aumentare le caratteristiche dei nostri prodotti settore per settore.
NSF CERTIFICATION
The certification NSF ANSI 51 is addressed solely to those who produce for the food & beverage industry exclusively in the US market.
Metalcoating possesses both certifications meaning there you can bring your products to the international market.

WE FOLLOW RULES TO CORRECTLY DEFINE THE TREATMENT OF CHEMICAL NICKEL:
Autocatalytic (chemical) Coatings of nickel-phosphorus alloy Following the rules of UNI EN ISO 4527:2006
This standard is the official version in English and Italian of the European standard EN ISO 4527 (edition May 2003). The standard specifies requirements and test methods for autocatalytic chemical coatings of nickel-phosphorus alloy layers on metal substrates from aqueous solutions. This standard does not apply to autocatalytic chemical coatings of nickel-boron alloy, matrix composites of nickel-phosphorus and ternary alloys.
Measuring Coating Thickness (x-ray instrument). Following the rules of UNI EN ISO 3497:2001
This standard is the official English language version of the European standard EN ISO 3497 (edition December 2000) and takes into account the corrections introduced 16 May, 2001. The standard specifies the methods for measuring the thickness of metal coatings for X-ray spectrometry. They allow for the simultaneous measurement of coating systems up to three layers and for the determination of the mass per unit area. Knowing the density of the coating material, the measurement results can be expressed as the coating thickness. The measurement interval, for the individual coating materials, is dependent on the accuracy of the method for the specific material and can vary depending on the instrumentation and the measurement procedure used. The standard does not relate to the protection of people using x-rays.
Coating thickness measurement - Magnetic method. Following the rules of UNI EN ISO 2178:2016
The standard specifies a method for the non-destructive measurement of the thickness of non-magnetic coatings on magnetic substrates by means of a probe or a tool with integrated probe placed directly on the coating to be measured.
The method can also be applied to the measurement of magnetic coatings on magnetic substrates or other materials (see the UNI EN ISO 2361).
Compared to the previous version, the standard has not been updated in a major way.
Evaluation of adhesion of the coatings. Following the rules of UNI EN ISO 2819:1997
The Italian version of the European standard EN ISO 2819 (Edition October 1994) transposing the text of the homonymous international standard ISO 1980. It describes the test methods for the adhesion of electrolytic and autocatalytic coatings (carried out by chemical means). It is limited to qualitative tests. In the standard, no methods are described that provide a quantitative measure of adherence because, as special equipment and considerable skill from the operator are necessary, these are not suitable as a quality control for the current production. Some of these quantitative tests may, however, be useful in research and development work.
Guidelines for the definition of metallic and inorganic coatings. Following the rules of UNI EN ISO 27830:2013
This standard is the official version of the European standard EN ISO 27830 (edition August 2003). The standard specifies the technical requirements of metallic and inorganic coatings in order to develop coherent technical standards. It establishes a standard format for the description of the coatings. It applies to international standards of coatings by electrodeposition, autocatalytic and vapour deposition.
RULES TO WHICH WE ADHERE TO DEFINE THE ANALYSIS AND IMPROVEMENT OF A PROCESS:
Coating thickness measurement (Scanning electron microscope SEM). Following the rules of UNI EN ISO 9220:1998
This standard is the official version in Italian of the European standard EN ISO 9220 (edition October 1994). The standard specifies a method for measuring the local thickness of metal coatings through the examination of cross sections by means of a scanning electron microscope (SEM). It can be used for thicknesses up to several millimetres, but usually it is more practical to use an optical microscope (see EN ISO 1463) when its method permits.
Measuring Coating Thickness (Optical microscope link). Following the rules of UNI EN ISO 1463:2006
This standard is the official version in English and Italian of the European standard EN ISO 1463 (edition May 2004). The standard specifies a method for measuring the local thickness of metallic coatings, oxide layers and porcelain enamels by examination of their sections with an optical microscope.
Metal coatings and other inorganic coatings - Measurement of thickness. Following the rules of UNI EN ISO 3882:2005
This standard is the official version of the European standard EN ISO 3882 (edition April 2003) and takes into account the corrections introduced 16 July, 2003. The standard provides an overview of methods for measuring the thickness of metal and organic coatings on metallic and non-metallic substrates. It is limited to tests already specified or to be specified in the rules, and excludes certain tests that are used for particular applications.
Microhardness test (Vickers Microdurometer). Following the rules of UNI EN ISO 6507-1:2006
This standard is the official version in English of the European standard EN ISO 6507-1 (edition December 2005). The standard specifies the Vickers hardness test method of the metallic materials for the three different test load ranges. The Vickers hardness test is defined by the lengths of the diagonals of the footprint of between 0.020 mm and 1.400 mm
Corrosion evaluation (resistance to salt spray fog). Following the rules of UNI EN ISO 9227:2012
This standard is the official version of the European standard EN ISO 9227 (edition May 2012). The standard specifies the equipment, reagents and the procedure for carrying out tests of neutral salt spray (NSS), saline-acetic fog (AASS) and cupro acetic salt mist (CASS), to evaluate the corrosion resistance of metallic materials, with or without permanent or temporary corrosion protection
Corrosion tests in artificial atmosphere - Accelerated outdoor test by intermittent spraying of a salt solution (Scab test). Following the rules of UNI EN ISO 11474:2014
This standard is the official version of the European standard EN ISO 11474 (edition March 2014). The standard specifies a method for evaluating the resistance to corrosion of metals by means of accelerated external corrosion test in artificial atmosphere with intermittent spraying of a salt solution (Scab test). The method is suitable for comparison tests to optimize the superficial treatment systems
Test with sulphur dioxide with general condensation of moisture. Following the rules of UNI EN ISO 6988:1998
This standard is the official version in Italian of the European standard EN ISO 6988 (edition October 1994). The standard specifies a method for evaluating the resistance to corrosion of materials or products to an atmosphere containing condensed moisture and Sulphur dioxide. The method has been found to be suitable for assessing metal and other non-organic coatings.
Testing of coating porosity. Following the rules of UNI EN ISO 10308:2006
This standard is the official version of the European standard EN ISO 10308 (edition January 2006). The rule includes a review of the published methods which have the purpose of detecting the presence of porosity and discontinuity in different types of metal coatings and in colour-conversion coatings or phosphate (including associated organic films) on a given basic metal type.
Testing of coating porosity (ferroxle test) Following the rules of UNI EN ISO 10309:2016
The standard defines a method to reveal porosity or other discontinuities, during the tests on the metal coatings, which are not affected noticeably by ferricyanide and chloride ions during the trial period and are cathodic in relation to iron and steel. This method is particularly useful for high thickness coatings of hard chrome used for wear resistance
Determination of the release of nickel from the coating (simulation of wear and corrosion). Following the rules of UNI EN 12472:2009
This standard is the official version in English of the European standard EN 12472:2005+A1 (edition June 2009). The standard specifies a method to simulate the accelerated wear and corrosion, to be used for the determination of nickel release from coated items that come into direct and prolonged contact with the skin.
Test methods and migration limits for lead and nickel (equipment for hot beverages). Following the rules of UNI 11460:2012
The standard establishes the test methods and migration limits of lead and nickel in the equipment for the preparation and distribution of hot beverages used in commercial establishments and in the community.