


Foreword: In the following lines the term chemical nickel-plating or chemical nickel will be mentioned several times, it shall therefore be described only as the binary alloy NiP (Nickel – Phosphorus)
INFORMATION
1) Why did you create this section?
There are too many variables in the technology of chemical nickel, it has become practically impossible to explain in a few words some records where the customer might think that the treatment has not been not performed properly.
2) ) Why do I find this information only in your site?
Because with rising costs, many have chosen not to proceed with the research and to rely on generic chemical nickel producers. In our case, however, we continue to work on our product, we do not solely believe in a purely commercial approach. Instead we believe in a Technical approach as we have spent the past thirty years full of enthusiasm in the search for technical perfection.
3) How many types of chemical nickel exist?
To date know about 40 different types of chemical nickel, they are commonly divided in acid tanks and alkaline tanks. For alkaline tanks means tanks with a pH> 7.00 while for acids this means a pH <7.00.
4) What is the best chemical nickel plating?
There is no one nickel plating better than the others, each of these families differs according to the characteristics required by the market (Hardness / Resistance to corrosion, subdivided into neutral – alkali – acid environments / Speed / Magnetic Deposit / Non-magnetic Deposit / Poly alloys (Nickel-X -Phosphorous, where X represents the desired metal capable of changing the characteristics of the deposit according to what you want) / Composites (Nickel – Phosphorus + Polymers / Nano particles).
5) Electrolytic nickel-plating VS Chemical nickel-plating:
The chemical nickel treatment is a chemical reaction that requires energy, provided by heat. In this type of application any type of electric current supplied from outside is not used, therefore, it is not susceptible to any kind of phenomenon known for the electrolytic solutions. One example is the so-called point effect, the tendency of the electric current to concentrate on the tips or edges resulting in coatings which are non-uniform and difficult to control. Moreover, in an electrolytic process, the nickel plating does not take place within the cavity or hole without anodes being deposited and, so that the deposition takes place, current and anodes are a fundamental part of the reaction, including the presence of possible contaminants present in the solution itself.
Chemical nickel-plating by its nature, does not present any type of behaviour similar to the process discussed above and the reaction, in technical jargon called “redox reaction”, categorically respects the electrochemical potentials as described in the table of potentials according to hydrogen. Ignoring the working mechanism and the potential of the material that you would like to submit to chemical nickel may provide some drawbacks, in particular it could prevent the reaction properly carrying out its task. Two components are named with regards to the term “redox reaction”: one that is reduced, and in this case from Ni (II) to Ni (0) and, in particular, a nickel salt dissolved in water under ionic form that is reduced to metallic nickel and a component which oxidises, as NaH2PO2 (Sodium hypophosphite) to Na2HPO3.
6) Given the difficulties, how can I get an optimum coating for my item?
The answer is simple, our technical support is always ready to recommend the right technique for an excellent result. From our point of view, solutions to problems are already incorporated in the approach to project that our Team follows.
7) Do the stresses in steels affect the chemical nickel-plating?
YES, it is crucial to perform stress relieving treatments of materials in order to eliminate the stress. The main problems that could interfere with the chemical nickel-plating are related to the presence of oxides on the steel surface. One example is the main calamine, which prevents the chemical nickel plating from taking place. Remember, it is also essential to proceed with a superficial mechanical cleaning, such as brushing or blasting. Any stress in the material can result in fractures of the material itself or even compromise the adhesion of the nickel plating process. Any material or coating subject to stress induces tensions and therefore cracking. The cracks are the leading cause of triggering a corrosive process.
SEE PHOTO 4, 4_1, 4_2, 4_3 and 4_4 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
8) I have carried out a process for loosening steel, can I therefore expect a satisfactory outcome from chemical nickel plating?
Normally the answer is yes, you have to pay attention to the possible layer of calamine that can form on the surface of the piece (see answer to question 7) or, if the heat treatment was performed in a controlled atmosphere, verify that the steel has not achieved a degree of passivation such as to compromise the surface treatment processes. If it is not possible to control this, a pre-treatment of sand blasting is recommended.
9) I have carried out a carburizing or nitriding treatment, can I directly perform the chemical nickel plating?
Unfortunately, NO! The Cementation / Nitriding result in an invisible layer called, in jargon, “white blanket”. This layer provides a surface hardness but prevents the adhesion of electroless nickel. Therefore, a sandblasting treatment is imposed so as to create the conditions of mechanical anchoring of the coating on the surface
10) I have heard of palladium plating on brass and copper before the chemical nickel plating process, what do you think? Is it necessary?
Absolutely YES, many still run the chemical nickel process through the classic “Power Stroke”, What does it mean? In practice, as a result of the electrochemical potentials of the Copper – Brass, both of these materials are non-catalytic. Since the rule in treatments requires that “The more noble metal is deposited on the less noble one” and with Nickel being nobler elements than copper and copper-zinc alloy, the reaction is encouraged and ‘tricked’ through the application of current: copper or brass are subjected to a process of electrolysis. This means that nickel is electrodeposited in a chemical nickel plating solution by means of current for a minimum time until the reaction begins. This is an incorrect procedure and highly inadvisable because the chemical nickel-plating solution is not designed as an electrolytic nickel and therefore incurs a number of risks such as:
- It is a technique that is definitely free of cost but certain pollutants can be electrodeposited present in the chemical nickel plating solution.
- The corresponding anions present in the electrolyte attack the passive layer of the tank, creating ignition sources (Metallization of the tank) by increasing the down time after implantation
- There is no guarantee of 100% coverage of the chemical nickel coating as, within the tank, if the steel acts as an anode and then the details can mask each other and therefore prevent the current from reaching the workpiece, thus giving rise to non-deposited areas.
- The current is never monitored, normally those who work with it this way take the voltage parameter into account when any electrolytic reaction must respect the parameters of A / dm2
- Excessive voltage can give rise to a powdery deposit of nickel (burnt Nickel) therefore delivering a poor result
- The trigger from electrolytic point of view is not guaranteed within the barrels where the anode – cathode ratio is not balanced
- Even if the result can appear satisfactory, the chemical nickel deposit is anchored on a 0.1-micron coating of electrodeposited nickel deposit, any inconvenience may result in flaking.
- These unpleasant situations apart, treatment of chemical nickel plating is carried out by us through the use of palladium in full compliance with that which is stated in the ISO standard for chemical nickel plating on copper and brass bases.
11) If I have material in copper - brass, is it possible to de-treat them?
Unfortunately, to date the only available technique to recover the copper – brass from a high phosphorous chemical nickel plating treatment is sandblasting. Unfortunately, at the moment there is no technique at global level which can recover the surfaces of copper – brass to a level that is equal to their original condition.
12) How can I guarantee that copper - brass comes out well?
For such a delicate material, in order to not have problems with adhesion and to guarantee the possibility of repeating the treatment the number of times required, a preventative treatment of shoot peening (ball bearings) or sandblasting is advised.
13) If I wanted an item in copper - brass to have a mirror finish, how could I do this if the material had been sandblasted and nickel coated?
The best technique to obtain a mirror finish is mechanical polishing. One must take into account that the best result in terms of adhesion is sandblasting, it is performed after the chemical nickel-plating process, and finally ends with a mechanical polishing in order to eliminate the surface roughness and therefore restore a degree of mirror finish.
14) I have an article in which a part is 316L stainless steel, the other is steel. How can I do to make the component resistant to corrosion?
In some cases, materials or grafts can be counter-productive: we must always be careful that you do not trigger the so-called “stack” and then create a situation of forced corrosion. We are at your disposal to provide the best result.
15) ) I have a few items to be placed in chemical nickel which, unfortunately, are made up of different material species.
The chemical nickel-plating process is an electrochemical catalytic process, this means that the reaction takes place in an autonomous way by exploiting the potential difference of the material compared to nickel. The values of electrochemical potentials can be found in the table of electrochemical potentials of reduction, the zero in the scale is assigned to hydrogen. As already known, by convention, the electrons move from the positive pole to the negative, like the batteries, and this also happens in a chemical nickel plating process. In fact, in the nautical sector a sacrificial zinc anode is used in order to prevent any corrosion on the hull by sea water. The risk is that the wrong pairing of the two materials results in elevated and accelerated corrosion behaviour since the respective potential is a singular property of each metal, the coupling of two or more metals gives rise to a behaviour similar to a battery. Another important factor is the amount of exposed metal, the greater the amount of electronegative metal, the higher its influence on the electrochemical component to be treated. To give an example, brass is not autocatalytic in a tank of chemical nickel but, you only need to only connect an aluminium wire and the reaction takes place spontaneously. This will be true only if the aluminium surface in contact with brass is the greater. The instrumental figure is extrapolated through a simple tester.
16) I have found a non-uniform deposit into two parts coupled together almost perfectly and made from the same material, why?
When we have pieces available that are built-in or coupled between them, characterized by a minimum space between the different components, we cannot guarantee the correct nickel plating of the interstitial areas. This is for two reasons: 1) all the mechanical components are normally oiled. The protective oil, having lower density than water, has greater penetrating power and tends to creep into pores and interstices; 2) even in the case that the part has not previously been oiled, the initial step for all chemical nickel-plating plants is the ultrasonic chemical degreasing. The degreasing solution also tends to permeate inside of pores and cracks, facilitated by the synergic action of surfactants and ultrasound.
In both cases, it is extremely difficult to be able to obtain the complete removal of the oils or of degreasing residues during washing steps. Consequently, although chemical nickel has a good penetrating power, the presence of such contaminants prevents the correct deposition leading to defects or even to flaking of the coating.
SEE PHOTO 7 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
17) I have carried out the nickel plating process on a mechanical component, but, in the vicinity of the holes there are some drips, how can I remove them?
Any halos or drippings are not generally signs of a lack of chemical nickel coverage. First you should check if the hole that bleeds was a blind hole or through-hole, and if it has been fitted with a thread. Take into account that a threaded hole is normally protected with bolts in turn wrapped in Teflon so as to form a seal and thus prevent the entry or escape of process solutions. Normally this can occur with respect to non-threaded blind holes where, despite the ultrasonic degreasing after the chemical nickel-plating process, it is not possible to flush the washing solution in a continuous manner. Normally our system has conductivity on the line so as to keep the status of the washings continuously monitored. Therefore, both in the blowing operations, and after the drying oven it is possible that the holes flush out, and then after drying they remain difficult to remove. These rings are not able to attack or jeopardize the integrity of the coating because the high phosphorus chemical nickel is designed to withstand highly corrosive environments.
SEE PHOTO 7_1 and 8_1 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
18) I need to mask some holes, how can I do it?
If the holes are threaded it is possible to screw in the stainless-steel bolts, suitably protected with Teflon tape commonly found in any hardware store. If the holes are blind, then you must provide for the construction of suitable sealing caps of plastic material. The most suitable materials for this function are polypropylene (PP), Teflon or PVDF. This is because they are able to withstand the high temperatures (maximum 90 ° C for PP) and offer an excellent degree of resistance to acids. The materials not to be used are PVC and Nylon. For the choice of other materials, it is necessary to perform preventive tests as they can melt in the processing solutions, resulting in drips of plastic which can be practically irremovable.
SEE PHOTO 7_1 and 8_1 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
19) I have already coated the material in chemical nickel, I would like to remove the coating, is it possible?
Normally it is possible, but, fundamentally, before proceeding with the chemical removal of nickel we must receive the technical specifications of the material and be informed of any special treatment the item has undergone and whether it has been heat-treated. Chemical nickel plating removal is a selective process that only affects the chemical nickel coating, leaving the surface intact. Like all chemical processes, the potential of steel plays a key role in the nickel plate removal process. Any heat treatments may adversely affect the electrochemical potential of steel by exposing the steel itself to possible corrosion of unknown aggression.
20) I have an item in chrome, I can place it in chemical nickel?
No, chromium must first be removed the same as any previous chemical nickel coating treatment. Only the chrome plating treatment can be used only for the purpose of masking the chemical nickel coating so that a deposit in a designated area does not happen.
SEE PHOTO 8 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
21) I have an item in zinc, I can place it in chemical nickel?
No, here the rule of point 30 applies.
SEE PHOTO 8 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
22) I have a chrome-alloyed steel, can I chemically nickel plate it?
No, although a chrome-alloyed steel can be nickel plated, high chromium content creates serious problems for adhesion with chemical nickel coating
23) I have a high carbon content steel, would it be possible to perform the treatment of chemical nickel plating?
For high carbon content steels a sand blasting treatment prior to chemical nickel-plating is suggested.
24) Do chemically nickel plated items that have been heat treated and not treated have the same resistance to corrosion?
No, only a chemically nickel plated and dehydrogenated item has a superior corrosion resistance compared to a heat-treated component. This is because the content of phosphorus in the alloy and its hardness are inversely proportional
PRE-TREATMENT
25) To prevent oxidation of the mechanical parts I have the surface protected with a generic protection or oil, is this correct?
The protection of mechanical parts is essential in order to protect the surface from possible oxidation. You must provide the Metalcoating a sample of the oil or protection in order to verify compatibility with degreasing.
SEE PHOTO 5, 5_2 AND 5_3 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
26) What if the protection or oil are not compatible with your degreasing solutions?
For us the guarantee of the success of our treatment is a fundamental part of our quality and a mark of respect towards our customers. To ensure continuity of the processing it is necessary for us to be in control of every detail. Although a protection or a common oil does not represent a problem from the outside, our plant and our solutions are calibrated based on the products used by our customers. If the protective or oil does not have the characteristic of being hydrophilic but rather hydrophobic, the product would remain stuck onto surface for the whole time making it impossible for the adhesion of the chemical nickel. In addition, in a worst case scenario the protective product could separate from your component going on to pollute the process solutions and the material of our other customers.
SEE PHOTO 5, 5_1, 5_2 AND 5_3 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
27) I can’t decide if it is necessary to sand blast the material prior to chemical nickel plating, what are the pros and cons of sand blasting?
The sandblasting treatment is a mechanical process, it is used to make a homogeneous surface to the detriment of the roughness. There are various types of sandblasting (shot blasting with iron powder, shot blasting with glass powder, and finally the classic sandblasting with corundum). Each different technique applied involves different aesthetic finishes, the shot blasting is a not particularly aggressive type of blasting, the blasted material tends to oxidise rapidly as the sand used is composed of iron powder. The result after nickel plating is a fairly glossy finish but due to the induced roughness, it is not particularly suitable for a degree of aesthetic finish. Shot peening, however, is not particularly invasive, and has the function of compressing the material of the surface making it more homogeneous with a discrete roughness, the powder used is glass powder. The result after nickel plating is a semi gloss, this due to the minimum roughness induced on the surface of the material. Finally the classic corundum sandblasting, one of the most aggressive techniques, is able to ensure the adhesion of any surface treatment. After the chemical nickel plating the coating will appear opaque. The advantages of sandblasting are the increased adhesion for subsequent treatments (mechanical adhesion) particularly in welded areas, rapid oxidation removal. The disadvantages are: Decrease in the corrosion resistance due to the induced roughness, the coating will stain easily because the amount the surface is in contact with water or fingerprints is increased, and therefore also increases the possibility of phenomena such as rings. Normally where possible you need to clean the surface with not particularly invasive products such as common products for cleaning glass.
SEE PHOTO 10, 10_1, 10_2 AND 10_3 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
28) What are the prerequisites for the sand blasting treatment?
The mechanical parts must not be varnished, galvanised or treated with any other surface treatment excluding chemical nickel-plating, oils or grease present on the surface. For a greater guarantee of result, we constantly verify the effectiveness of the powders that are used in the sand blasting process. Our sand blasting plant is part of the pre-treatment for the phase of chemical nickel-plating, and should it be polluted by grease, paint, oils or surface treatments then these pollutants would be circulated both in the sand blasting plant and the nickel-plating plant, damaging other materials which must follow the same cycle.
SEE PHOTO 11 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
TREATMENT
29) Gloss chemical nickel-plating Vs matte chemical nickel-plating
Chemical nickel-plating can be gloss or matte according to various factors such as the roughness of the base, when this is lower you can obtain a glossier finish, when it is higher a more matte finish is obtained. It is also attributable to the chemical nickel-plating tank which can lead to different results depending on the MTO (metal turnover) or the ageing of the tank. Normally the chemical nickel plating tanks in the first MTO are capable of delivering a more glossy deposit compared to those with a greater number of MTO. In other circumstances, the nickel plating bath could be designed to provide an opaque or shiny deposit. In the latter case the components are added to a tank with ‘brightening’ agents which are able to offer an aesthetically pleasing coating.
30) What are the advantages and disadvantages of a gloss chemical nickel plating?
Gloss chemical nickel-plating can be achieved through various factors, some of which can affect the corrosion resistance of the coating, while others can increase the risk of loss of adhesion for the coating. Did you know that the chemical nickel tanks that make use of brighteners have a lower corrosion resistance than those which do not use them? Well, it is true. At a time, heavy metals were adopted such as Hg, Pb, Cd to ensure a mirror finish. These metals have been banned by RoHs/RoHs2 legislation that prevents their use as toxic for both the operator and eventual release of these toxins through the deposit. Since 2003 Metalcoating has selected only non-harmful alternatives, for both the operator and for the end customer. The brighteners are able to deliver a glossy coating because they are able to adjust the amount of hydrogen which develops during the reaction. If hydrogen is excessive, you will have a bad deposit while if the hydrogen is within the normal range, the deposit will be free from defects. It must be taken into account that the hydrogen that is formed on the surface of the item is essential for the deposition to take place, the absence of hydrogen means the absence of catalysis. In our case, we have designed and implemented a tool that can monitor, during the design phase, the amount of hydrogen that is developed on the surface of the item to nickel plate, therefore we are able to achieve a result which is nothing short of perfect. However, if the base has no roughness the corrosion resistance will definitely be increased in by a significant extent, you will only need to check the adhesion for each batch produced.
31) What's the difference between a new tank with a low Metal turnover and an old one that has a high number of MTO?
The change is in the nucleation of the nickel: The chemical nickel presents a mammillary conformation due to the presence of phosphorus, which is able to structurally modify the deposit. In the early MTO phosphorus is transferred from hypophosphite (as well as a reducing agent), while subsequently, with the increase of MTO, it has a deposition synergy of two distinct phosphorus sources. While the former is sodium hypophosphite, the second is the orthophosphate, which accumulates in the nickel plating tank according to the number of MTO reached. Obviously, the aesthetic factor also changes as in the early MTO the amount of phosphorus deposited is around 10% for the high phosphorus, while for a tank with greater MTO, the content reaches 14% because, in its conformation the, amount of mammillary deposited is greater
32) ) I have a mechanical component which has undergone a chemical nickel treatment, but there is an area that is oxidized, why has this happened?
The result of the treatment depends very much on the basis of which it is applied. If we had a mechanical component where 90% is machined, while the remaining 10% is left blank, the result will be acceptable only for the 90% of the component, as there may be too many variables on a non-machined surface. In fact, it is no possible to ensure adequate removal by chemical means of any scale in the remaining 10% of a non-worked component. These wastes in fact, being of non-catalytic nature, will prevent the correct deposition of nickel, determining the appearance of oxidized zones following the drying treatment. In addition, they are also responsible for any lack of adhesion of the coating in localized points.
SEE PHOTO 1_1 and 1_2 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
33) Chemical nickel plating on cast iron is not always effective, why?
One of the most common characteristics in cast irons is the high porosity. Despite chemical nickel’s ability to cover areas, one of the predominant limitations on the degree of penetration of the solution is precisely linked to the density of the solution. Taking into account that all of chemical nickel solutions are based on aqueous systems, the only limit is related to the density of the water itself. As the pores are not all equal it is almost impossible to determine and to mediate any porosity present in a cast iron. Thanks to an internal study that we conducted, it has been estimated that for deep porosity over 50 microns, it is very difficult to ensure an efficient degree of penetration. Such a phenomenon is attributable to the fact that within the pores, the nickel solution is able to penetrate and react but the evolution of hydrogen, due to the normal delivery of the reaction, tends to push the same solution out from the pores, preventing it from being completely level.
SEE PHOTO 2 and 2_1 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
34) Hidden Magnetism Defect:
The treatment of high phosphorus chemical nickel is a completely non-magnetic coating. Even if the nickel in nature is an element with magnetic properties, depending on the amount of phosphorus present in the alloy the phenomenon of magnetism is less. But there is a condition for which the treatment may encounter problems, such as when the steel (substrate) is magnetic or weakly magnetic. In practice: when the steel has magnetic characteristics, the coating is drastically affected by the amount of magnetism that the steel has. The higher the residual magnetic steel, the more the deposit will be influenced, giving origin to a needle-like coating, very similar to electrolytic deposits with high current intensity on the tips. But we must emphasize that this phenomenon can sometimes be mistaken with the phenomenon of the metallic dust deposited by chemical nickel tanks, under unstable conditions. To prevent this phenomenon, we specifically advise to check the residual magnetism of your steel with a Teslameter or Gasometer. Finally, magnetism can also be generated during the cutting or grinding operations where the high production speed is required and, local overheating at the tool edge gives rise to magnetism.
SEE PHOTO 3 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
35) My material is aluminium, do you think there may be problems with chemical nickel plating?
Aluminium is one of the most complex materials, and, given the enormous amount of variations in the alloy, it is fundamental to perform preventive tests before providing guarantees on standard processes.
Our technical support is always available for any advice.
36) In the past I have worked other companies on the process of chemical nickel plating on copper - brass (polished) and I pretty much always had problems, why?
Normally in mechanical cleaning processes there is abundant use of cleaning pastes, like all materials, copper – brass have porosity. If, during the mechanical cleaning process, the cleaner was to push the cleaning pastes inside the pores there might be a risk that the copper – brass cannot be cleaned properly, even with an ultrasonic process, therefore, the outcome of the coating of chemical nickel plating would definitely be compromised. We therefore advise the most delicate possible mechanical cleaning.
SEE PHOTO 6 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
37) I have already coated the material in chemical nickel, I would like to remove the coating, is it possible?
Normally it is possible, but, fundamentally, before proceeding with the chemical removal of nickel we must receive the technical specifications of the material and be informed of any special treatment the item has undergone and whether it has been heat-treated. Chemical nickel plating removal is a selective process that only affects the chemical nickel coating, leaving the surface intact. Like all chemical processes, the potential of steel plays a key role in the nickel plate removal process. Any heat treatments may adversely affect the electrochemical potential of steel by exposing the steel itself to possible corrosion of unknown aggression.
POST-TREATMENT
38) I requested a heat treatment to the maximum hardness on chemically nickel-plated items and, when I received them they were all coloured, why?
During the phase of heat treatment at the maximum hardness, the parts are heated to the maximum temperature, about 350-400°C, for a time ranging from 8 to 12 hours. In this phase the chemical nickel coating alters its physical state, the deposit reaching a nanocrystalline deposit conformation increases the hardness, the maximum attainable hardness for a chemical nickel coating high phosphorus is 1100 HV. If the oven used for the treatment is not a vacuum oven, during the phase of cooling the air in contact with the coating gives rise to colourations denominated differing colourations called interference colourations. The colouring can range from golden yellow to Purple, the colour does not preclude any of the coating capabilities in fact, it is no guarantee of achieving maximum hardness. Where it is not desired it can be removed by mechanical surface cleaning or by obtaining a comprised hardness between 900 and 1000 HV.
SEE PHOTO 9 OF THE FAILURE CATALOGUE IN THE FOOTNOTES
Metalcoating disclaims any responsibility in any way with regards to noncompliance with that which is stated in this section. We thank in advance all those who commit themselves to respecting these points
FAILURE CATALOGUE PHOTOGRAPHS

Photo 1
Part with different finishes. A portion was left rough while the rest has been machined. After the nickel plating, the non-machined area presents oxide residues. Ref. POINT 32

Photo 1.2
Equal part but with different finishes. The one in the upper part of the picture is not in conformity as it was not finished by machine. On the right are the same details viewed with a magnifier. Ref. POINT 32 
Photo 2
On the left is a cast iron part with evident porosity. On the right a detail of another part in cast iron, in addition to the porosity there are obvious areas with lack of material that the nickel coating is not able to level. Ref. POINT 33 
Photo 2.1
Part in nickel plated cast iron, the penetrating power of nickel decreases because of the deep porosity above 50 microns, therefore showing oxidized zones. Ref. POINT 33 
Photo 3
Result of nickel carried out on a magnetic or weakly magnetic part. Ref. POINT 34 
Photo 4
Cracks on a material that is subject to stress. Ref. POINT 7 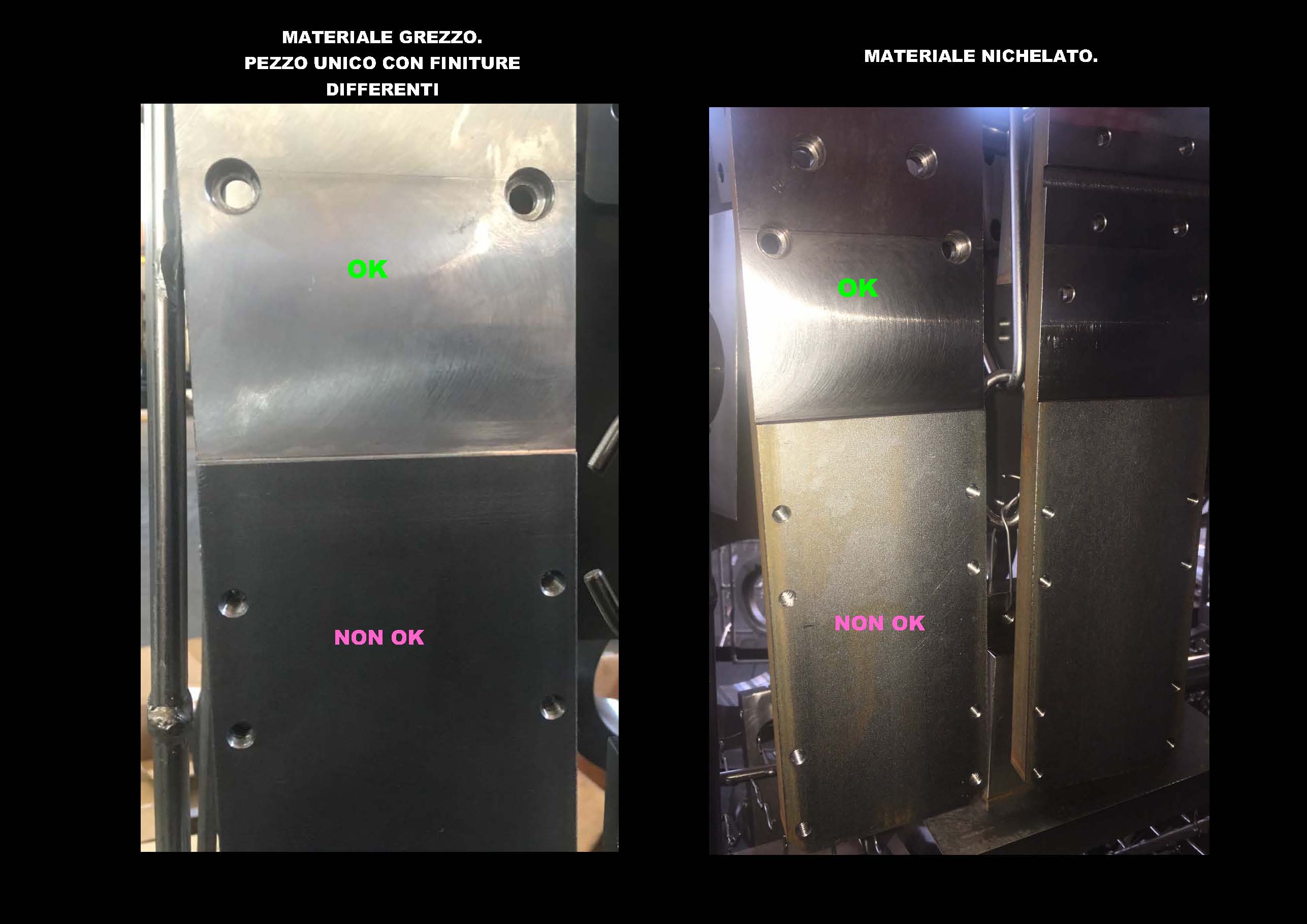
Photo 4.1
On the left is a raw part with different finishes, only the part above was mechanically machined, the part below shows calamine. On the right the same part after the nickel plating. The portion that was previously machined complies, the part left "raw" with calamine shows obvious oxide residues. Ref. POINT 32 and 7 
Photo 4.2
In the upper part of the picture there is a raw part with calamine. Without brushing or sand blasting this may result in nickel adhesion problems. The bottom of the picture shows a sample plate, half brushed and half non-brushed. As seen above, the outcome of the nickel plating on the brushed portion is definitely better. Ref. POINT 7 
Photo 4.3
Result of nickel carried out on a part with calamine. Ref. POINT 13 There are evidently zones where the nickel has not adhered. Possible solution: Pre-treatment with sand blasting (ref POINT 24) 
Photo 4.4
Result of nickel plating carried out on parts with calamine. Ref. POINT 13 There are evidently zones where the nickel has not adhered. Possible solution: Pre-treatment with sand blasting (ref POINT 24) 
Photo 5
Result of nickel of a part with the presence of an oil which is not compatible with our degreasing solutions, where there are stains the adhesion of the nickel was compromised. Ref. POINT 25 and 26 
Photo 5.1
Result of the nickel plating on a part with the presence of oil inside the holes. The presence of stains has compromised the adhesion of the coating, determining the fluorescence of the piece. Ref. POINT 26 
Photo 5.2
Part drenched in oil, if not compatible with our degreasing solutions this could cause extensive damage to our nickel plating plant and consequently also to other customers' material. Ref. POINT 25 and 26 
Photo 5.3
Part with oil penetrated into the pores, not discernible with the naked eye but made apparent from the surface analysis obtained by microscopy. Ref. POINT 25 and 26 
Photo 6
On the left is a part in brass with obvious residues of cleaning pastes. On the right the same detail after treatment of nickel plating: in spite of the washing in a degreasing solution and ultrasonic washing, certain areas can be seen in which there still remain residues of the cleaning paste that are non-removable, thickened in the pore of the material. Ref. POINT 36 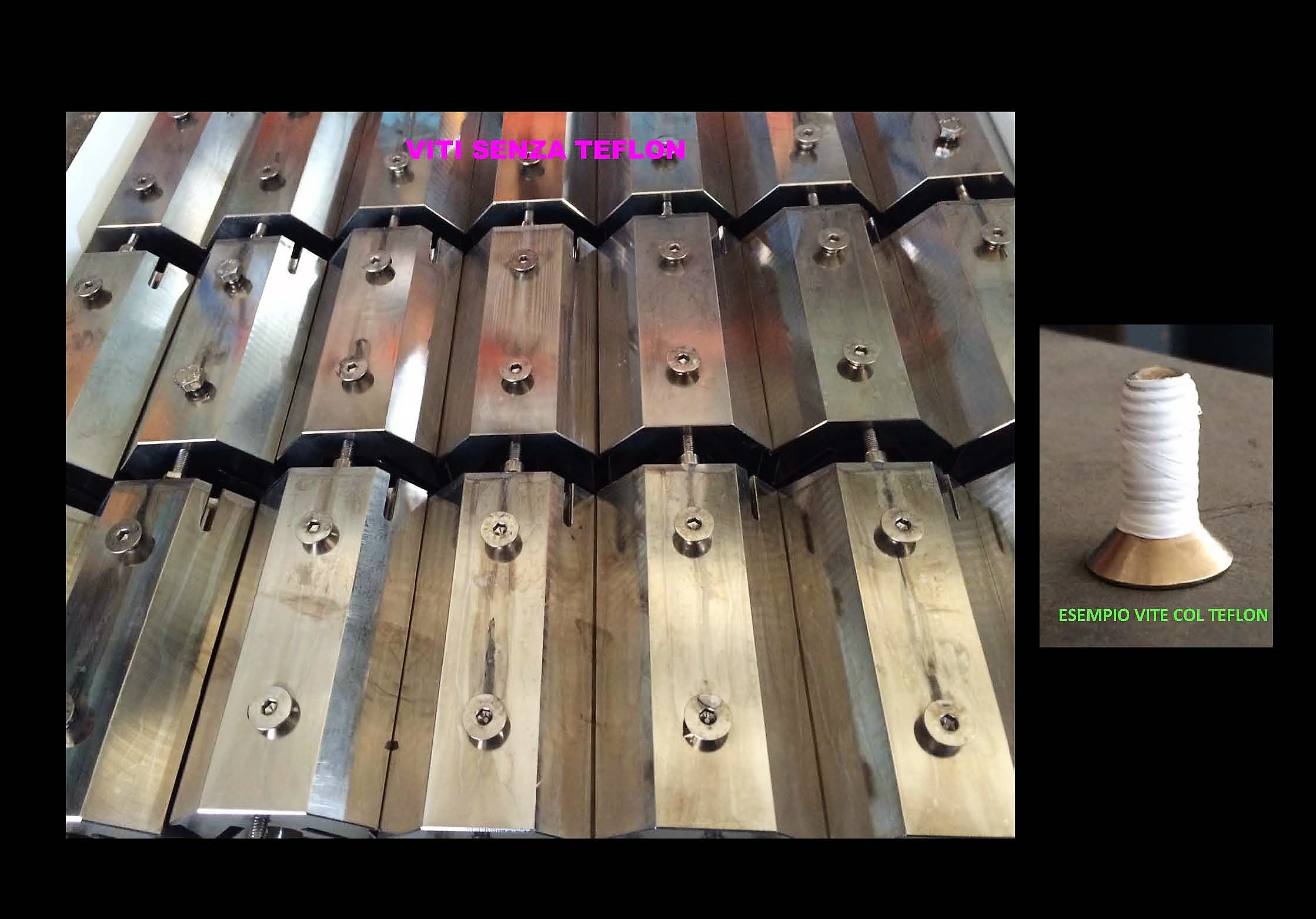
Photo 7
Part with points included on the diameter. The minimum space available between the point and the base might prejudice the outcome of the nickel plating. Ref. POINT 16 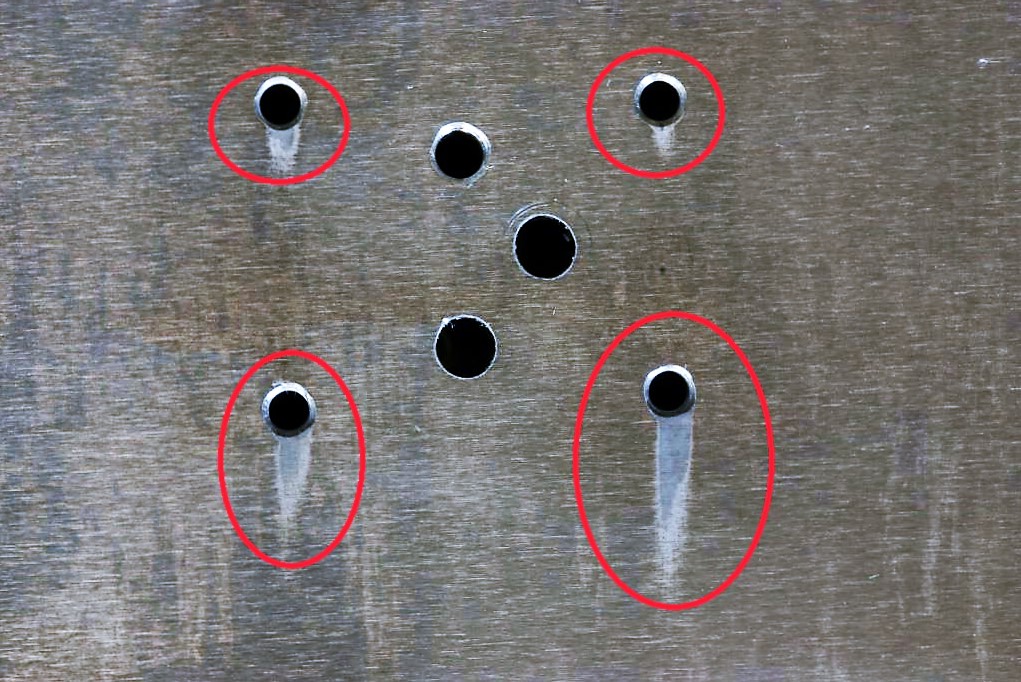
Photo 7.1
Result of nickel plating of parts with threaded blind holes, protected by simple screws. To prevent dripping without the presence of beads and halos, the screw has to be wrapped with Teflon. The thickness of the nickel plating is not affected, respecting the customer's request. Ref. POINT 17 and 18 
Photo 8
Result of nickel plating on a chromed part. The adhesion of the nickel is compromised. Ref. POINT 20 and 21 
Photo 8.1
Result of nickel plating on a part with blind threaded holes, unprotected. The piece has small burrs in the vicinity of the lateral blind holes. The thickness of the nickel plating is not affected, respecting the customer's request Ref. POINTS 17 and 18 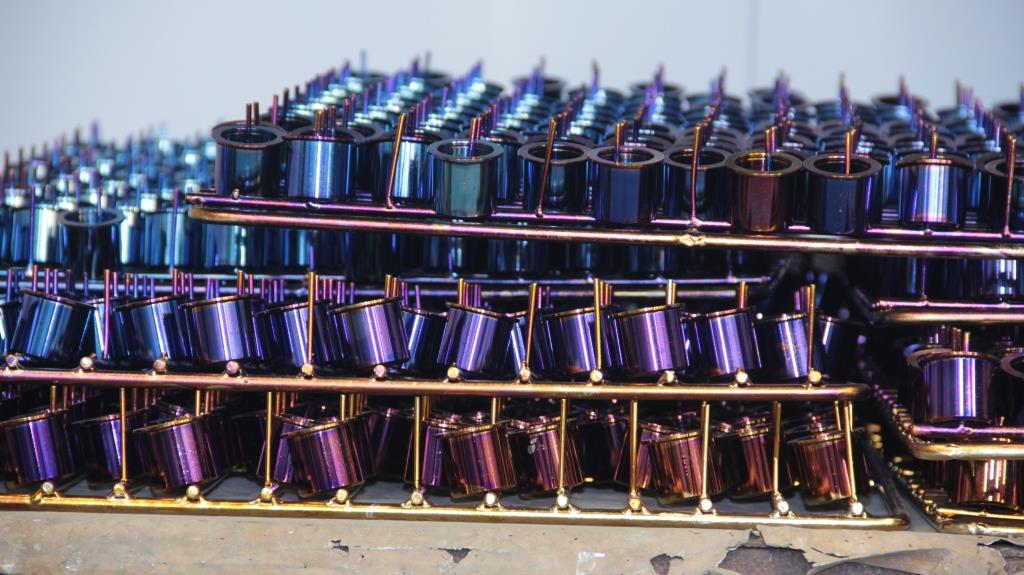
Photo 9
Part heat treated at maximum temperature. The colour change indicates the obtaining of a hardness equal to 1100-1200 HV. Ref. POINT 38 
Photo 10
Part with welding, to ensure the adhesion of the nickel the piece should be pre-treated with sandblasting. Ref. POINT 27 
Photo 10.1
On the left are raw parts with oxidized zones, on the right are the same parts nickel-plated without sandblasting pre-treatment. The result of the nickel-plating is compromised. The preventative solution would have been the sand blasting. Ref. POINT 27 
Photo 10.2
: On the left is a raw part with oxidized zones, on the right is the same part nickel-plated without sandblasting pre-treatment. The result of the nickel-plating is compromised. The preventative solution would have been the sand blasting. Ref. POINT 27 
Photo 10.3
Sand blasted and nickel-plated part. As specified in POINT 27, one of the disadvantages of sand blasting is that it tends to render any residual water stains more visible. The result of the treatment is not compromised. With a simple cleaning, they can be easily removed. 
Photo 11
Part having been painted and sandblasted, as is evident, the removal is only partial and paint residues can be seen. Ref. POINT 28